De quoi à t'on besoin.
1 morceau d'acier pour faire une lame (ici XC75)
1 tôle d'inox
2 pivots (ici 4mm pour du M3)
4 vis (M3)
2 goupilles (ici 100C6 trempée mais de la goupille fendu ou un simple clou fait trés bien l'affaire).
4 rondelles (ici bronze phosphores) qui vont avec les pivots.
Outils
de quoi plier, dont un étau, un marteau, une calle d'épaisseur (de la taille de la lame plus rondelle à plus ou moins quelques choses, c'est pas une science exacte non plus vu qu'on plie à la masse).
De quoi couper (scie à métaux, disqueuses, scie à ruban).
De quoi émoudre (lime, cale à poncer, disqueuse,ponceuse à bande, backstand.)
De quoi faire le traitement thermique (lampe à souder, chalumeau, forge, four de trempe, ainsi que de l'huile)
Tournevis en adéquation avec les vis.





On commence par le pliage, la tôle d'inox (ici 1,5mm) se place dans l'étau à la hauteur du pliage que l'on veut faire. ici dans les 2 cm. On place les pinces étaux sur le dessus. On fait levier pour plier à plus de 90°. Ensuite on coince la plaque d'inox dans les mords de l'étau et on sert (en prenant soin de ne pas se trouver au dessus de la plaque car cela arrive que cela fasse ressort et saute des machoires....) Une fois plus ou moins plié à 180°. Il suffit d'installer la cale d'épaisseur dans le U que l'on a formé. et de taper sur les cotés au marteau pour tout applanir autour de la calle. (mettez un support dur en dessous bien sur, genre enclume, bloc d'acier ....)

Voila ce que cela donne une fois pliée. Dans la plaque d'origine j'ai fait les deux pliages.

A la disqueuse et disque inox 1mm, je taille le bout de chaque branche (c'est la que la lame va venir se positionner pour pivoter. (faut compter plus ou moins 20-25mm de coupe

Un plat d'acier, un coup d'encre de marquage, quelques traits....

On joue un peu de la scie pour découper le tout. (à la scie à ruban c'est plus propre et plus rapide, sinon scie à main, disqueuse...°

C'est en forme.

J'adouci un peu la partie que j'ai coupé à la disqueuse (histoire d'avoir un truc propre et de ne pas se couper avec les bavures.)

Je trace le centre de la lame pour voir comment vont venir se positionner les tôles.

Les tôles en position

Marquage des points de perçages et Pointage au pointeau (rien d'original)
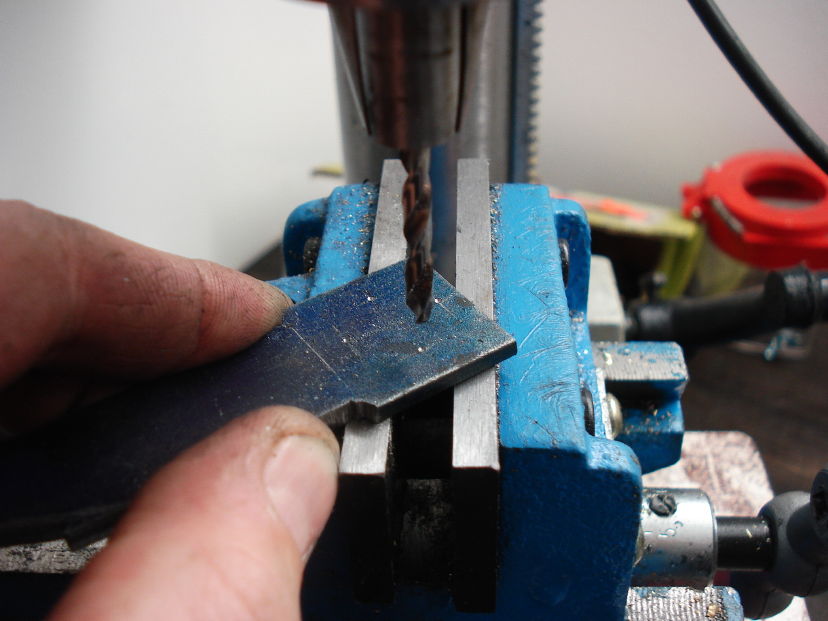
Perçage à 3,8mm
Alésage à 4 mm pour les pivots, les trous des tangs resteront à3,8mm.

C'est percé et alésé.
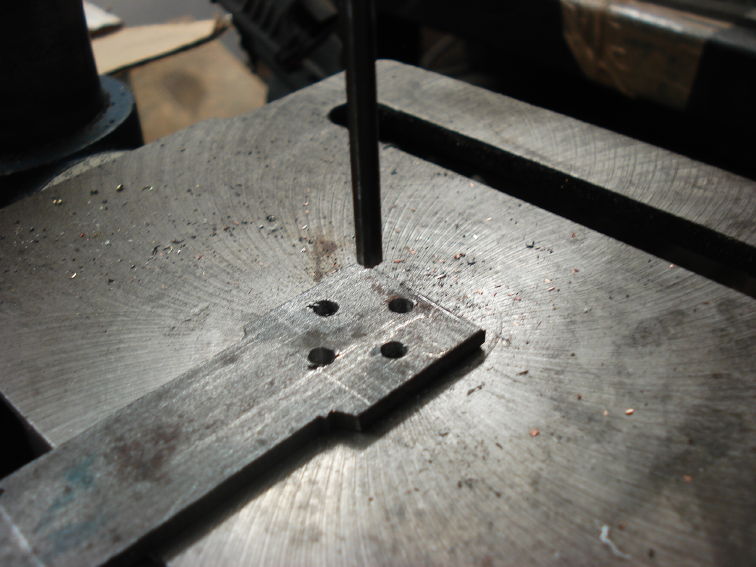
On pointe les trous des pivots sur les branches par rapport à ses perçages

Perçage à 3,8mm

Alésage à 4mm

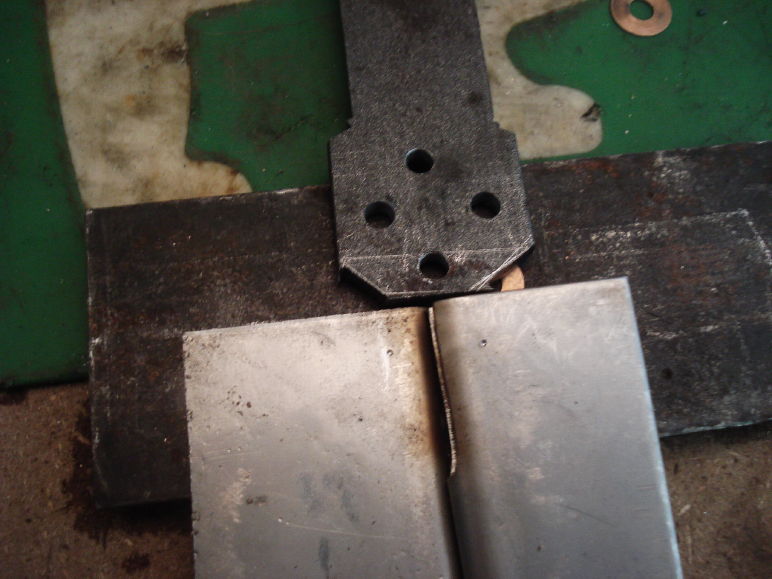
Pré assemblage avec les rondelles pour voir ou il ne faut pas bouffer autour du pivot.

Traçage de la ligne des futures branches

Découpe à la scie à ruban. (pour couper ce genre de tôle, cela vibre méchament, pensez à mettre une cale d'épaisseur sur la partie que vous coupez. Cela permet à la fois de tenir et guider la pièce mais de limiter les vibrations.

Cela ressemble vaguement à un bali

Ouvert également

Un peu de mise en forme à la bande grain 60

Découpe du casse goute et de son symétrique à la fraise sur dremel

Petit nettoyage de l'ensemble jusqu'à la bande de 240

On place la pince à émoudre (ici deux bout de 100MnCrW4 trempé et revenu, avec un bout d'inox maintenu par deux goupilles pour faire le manche.

Aprés un peu de taf à la bande de 60

L'autre coté aprés un coup de 120

C'est déjà fin avant le TT

Guillochage de feignasse à la dremel. 45 s plus tard le guillochage est fini.....

Trempe au chalumeau, huile chaude.

C'est trempée et dégraissé (pour pas trop saloper la bande avec laquelle je blanchie)

Emoutures blanchies

Revenu flash. Vous remarquerez que la pointe est un peu plus sombre. C'est pas génant de toute façon elle dépassait des branches de 4mm :), et je reviens toujours un peu plus mes pointes de balis)

Aprés un coup de 240

La lame est finie à la bande de 500

Un peu de bande de masquage de peintre, un truc qui coupe. et on fait un stencil en vitesse.
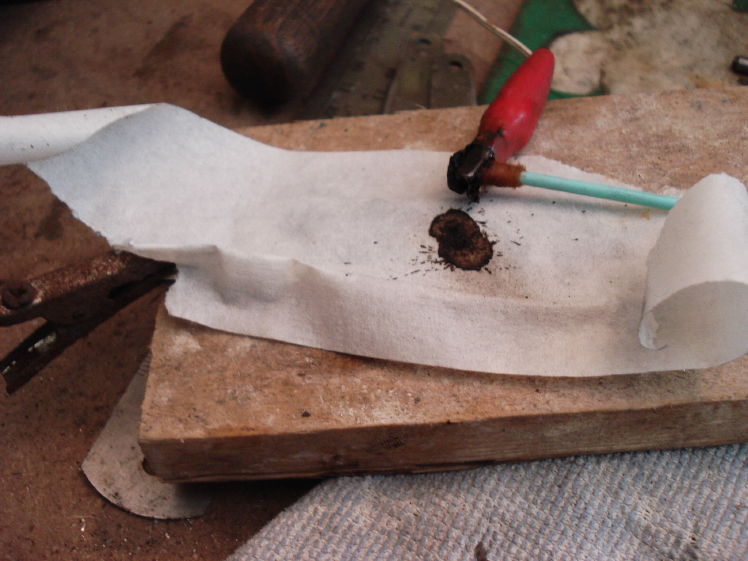
Marquage electro chimique.

Reduction légére des butées en 100C6 pour faciliter l'insertion a la masse.

Butée en place mise à la taille et polie ( tout comme la gravure.)

Ajustage des tang cup à la dremel. fermé

même chose ouvert

Reduction de la taille des vis et polissage de la découpe

Mise a la taille des pivots

Polissage de l'ensemble

15 pièces au total

Un ptit coup de 500 pour sortir le fil, un coup de frotte, de la loctite. et le couteau est fini